
电话:0755-84293307
手机:13316563472
传真:0755-89713221
邮箱:sales@coolsville.cc
地址:深圳市龙岗区宝龙街道诚信路8号亚森创新产业园
电话:0755-84293307
手机:13316563472
传真:0755-89713221
邮箱:sales@coolsville.cc
地址:深圳市龙岗区宝龙街道诚信路8号亚森创新产业园

回流焊原理以及工艺
1.什么是回流焊
回流焊是英文Reflow是通过重新熔化预先分配到印制板焊盘上的膏装软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。回流焊是将元器件焊接到PCB板材上,回流焊是对表面帖装器件的。回流焊是靠热气流对焊点的作用,胶状的焊剂在一定的高温气流下进行物理反应达到SMD的焊接;之所以叫"回流焊"是因为气体在焊机内循环流动产生高温达到焊接目的。
回流焊温度曲线图: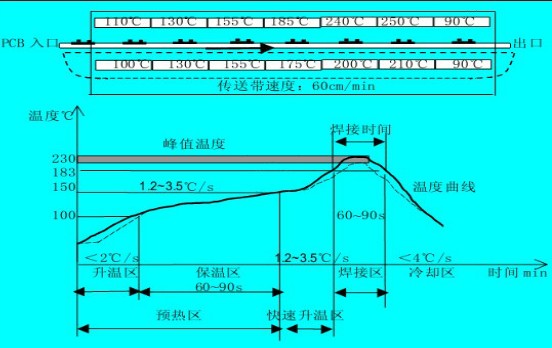
A.当PCB进入升温区时,焊膏中的溶剂、气体蒸发掉,同时,焊膏中的助焊剂润湿焊盘、元器件端头和引脚,焊膏软化、塌落、覆盖了焊盘,将焊盘、元器件引脚与氧气隔离。
B.PCB进入保温区时,使PCB和元器件得到充分的预热,以防PCB突然进入焊接高温区而损坏PCB和元器件。
C.当PCB进入焊接区时,温度迅速上升使焊膏达到熔化状态,液态焊锡对PCB的焊盘、元器件端头和引脚润湿、扩散、漫流或回流混合形成焊锡接点。
D.PCB进入冷却区,使焊点凝固此;时完成了回流焊。
2.回流焊流程介绍
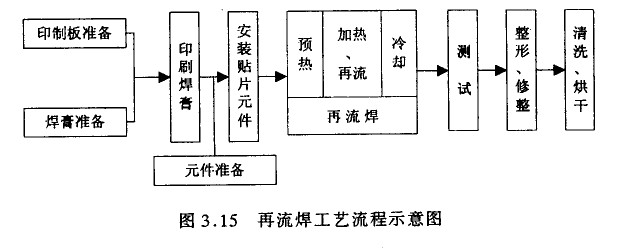
回流焊加工的为表面贴装的板,其流程比较复杂,可分为两种:单面贴装、双面贴装。
A,单面贴装:预涂锡膏 → 贴片(分为手工贴装和机器自动贴装) → 回流焊 → 检查及电测试。
B,双面贴装:A面预涂锡膏 → 贴片(分为手工贴装和机器自动贴装) → 回流焊 →B面预涂锡膏 →贴片(分为手工贴装和机器自动贴装)→ 回流焊 → 检查及电测试。
回流焊的最简单的流程是"丝印焊膏--贴片--回流焊,其核心是丝印的准确,对贴片是由机器的PPM来定良率,回流焊是要控制温度上升和最高温度及下降温度曲线。
回流焊工艺要求
回流焊技术在电子制造领域并不陌生,我们电脑内使用的各种板卡上的元件都是通过这种工艺焊接到线路板上的。这种工艺的优势是温度易于控制,焊接过程中还能避免氧化,制造成本也更容易控制。这种设备的内部有一个加热电路,将氮气加热到足够高的温度后吹向已经贴好元件的线路板,让元件两侧的焊料融化后与主板粘结。
1.要设置合理的再流焊温度曲线并定期做温度曲线的实时测试。
2.要按照PCB设计时的焊接方向进行焊接。
3.焊接过程中严防传送带震动。
4.必须对首块印制板的焊接效果进行检查。
5.焊接是否充分、焊点表面是否光滑、焊点形状是否呈半月状、锡球和残留物的情况、连焊和虚焊的情况。还要检查PCB表面颜色变化等情况。并根据检查结果调整温度曲线。在整批生产过程中要定时检查焊接质量。
影响工艺的因素:
1.通常PLCC、QFP与一个分立片状元件相比热容量要大,焊接大面积元件就比小元件更困难些。
2.在回流焊炉中传送带在周而复使传送产品进行回流焊的同时,也成为一个散热系统,此外在加热部分的边缘与中心散热条件不同,边缘一般温度偏低,炉内除各温区温度要求不同外,同一载面的温度也差异。
3.产品装载量不同的影响。回流焊的温度曲线的调整要考虑在空载,负载及不同负载因子情况下能得到良好的重复性。负载因子定义为: LF=L/(L+S);其中L=组装基板的长度,S=组装基板的间隔。回流焊工艺要得到重复性好的结果,负载因子愈大愈困难。通常回流焊炉的最大负载因子的范围为0.5~0.9。这要根据产品情况(元件焊接密度、不同基板)和再流炉的不同型号来决定。要得到良好的焊接效果和重复性,实践经验很重要的。
3.回流焊技术有那些优势?
(1)再流焊技术进行焊接时,不需要将印刷电路板浸入熔融的焊料中,而是采用局部加热的方式完成焊接任务的;因而被焊接的元器件受到热冲击小,不会因过热造成元器件的损坏。
(2)由于在焊接技术仅需要在焊接部位施放焊料,并局部加热完成焊接,因而避免了桥接等焊接缺陷。
(3)再流焊技术中,焊料只是一次性使用,不存在再次利用的情况,因而焊料很纯净,没有杂质,保证了焊点的质量。
4.回流焊的注意事项
1.为确保人身安全,操作人员必须把厂牌及挂饰摘下,袖子不能过于松垮。
2.操作时应注意高温,避免烫伤维护
3.不可随意设置回流焊的温区及速度
4.确保室内通风,排烟筒应通向窗户外面。
5.回流焊设备保养制度
我们在使用完了回流焊之后必须要做的保养工作;不然很难维持设备的使用寿命。
1.日常应对各部件进行检查,特别注意传送网带,不能使其卡住或脱落
2 .检修机器时,应关机切断电源,以防触电或造成短路
3.机器必须保持平稳,不得倾斜或有不稳定的现象
4.遇到个别温区停止加热的情况,应先检查对应的保险管是通过重新熔化预先分配到印制板焊盘上的膏